EN
In the PET preform injection molding industry, the clamping unit is the heart of the machine. It directly determines the quality of the preform neck, wall thickness consistency, and overall production yield. Today, we are comparing two dominant technologies: Direct Hydraulic Clamping (Straight Press) and Toggle-type Mechanical Clamping.
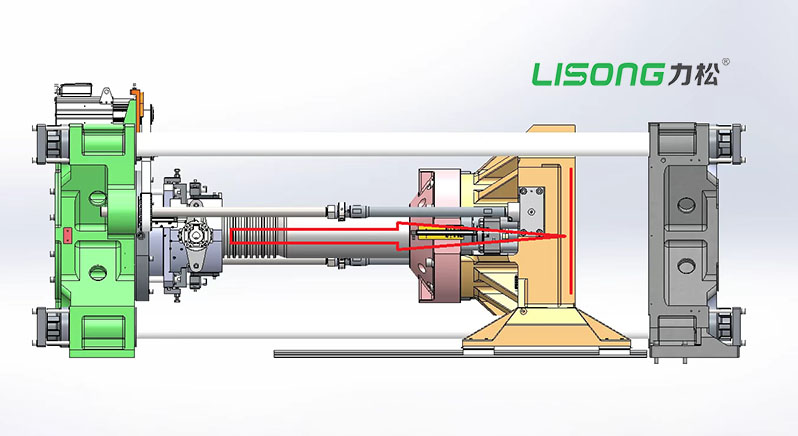
The Mechanics: Where the Force Travels
Direct Clamping
This system uses a large hydraulic piston directly behind the moving platen. The clamping force is generated and transmitted along the center axis of the machine. It pushes the platen straight onto the mold.
Toggle Clamping
This system uses toggle linkage amplified by a small hydraulic cylinder. The force travels through toggle links and pins, reaching the mold through mechanical leverage.
The Critical Difference: Force Distribution
Direct Clamping
●Force Distribution: The clamping force originates from the center of the platen and spreads radially outward toward the parting line of the mold.
●Result: This creates a perfectly balanced force field. The template remains flat with minimal deformation.
●Impact on PET Preforms:
High stability and precision.
The balanced force ensures consistent compression across every cavity.
Result: All preforms (48, 72, or 96 cavities) have identical neck dimensions and wall thickness.
Toggle Clamping
●Force Distribution: Due to the mechanical leverage architecture, the locking force tends to concentrate on the four corners of the platen, not uniformly across the surface.
●Result: The center of the mold platen receives insufficient clamping force. Under high injection pressure, the center of the mold bulges slightly .
●Impact on PET Preforms:
The mold's parting line opens slightly in the center.
This leads to preform eccentricity and uneven wall thickness.
Consequence: Bottles blown from these preforms are prone to exploding/bursting under carbonation pressure. High rejection rates.
Summary Comparison Table
|
Feature |
Direct Clamping (Straight Press) |
Toggle Clamping (Toggle-Type) |
|
Force Origination |
Center of platen |
Four corners / Links |
|
Mold Deformation |
Minimal (Flat) |
High (Center bulging) |
|
Preform Concentricity |
Excellent (Balanced) |
Poor (High eccentricity) |
|
Wall Thickness |
Uniform across all cavities |
Uneven (Thick edges, Thin center) |
|
Bottle Burst Risk |
Low |
High ( due to thin center wall) |
|
Maintenance |
Low (Fewer moving parts) |
High (Pins/bushings wear out) |
Conclusion
For PET preform molding, Direct Clamping is scientifically superior. By distributing locking force evenly from the center to the edges, it guarantees the mold’s parting line remains perfectly sealed.
Using a Toggle Clamp for PET preforms is a gamble. The lack of center force causes the mold to "breathe" in the middle, creating thin-center preforms that turn into time-bombs (bursting bottles).
For high-speed, high-cavity PET preform production, always choose a dedicated Direct Clamping PET injection molding machine.